
























.png)











































 选择语言
选择语言


RAW MATERIAL SELECTION


SMALL THINGS MATTER
Only the most reliable and prominent components after rigorous quality control experiments are selected for the inverters. 90% of them comes from World Top 500 companies because we know small things matter.


Incoming Inspection
All the incoming raw materials will be sample inspected by certain proportion based onISO9001.
Failed components will be rejected together with the batch where they belong to.
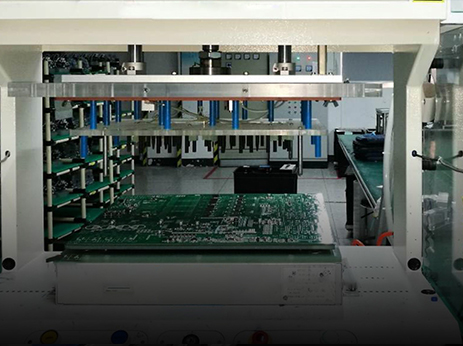

ICT Test
In-Circuit Test ensures that each piece of PCBA board is of perfect working conditions


ISO Test
ISO functionality Test is designed for insulation, electricity leakage, safety regulations for various countries, grid-tie simulation, safety guaranteed.


Aging Test
Test under 50℃ with high humidity sealed room to simulate extreme environment for 6 hours which ensure seach inverter will maintain its maximum performance without degradation.


ATS Test
All the inverters will be tested through AC&DC Power sources to simulate different weather radiation, load and grid condition for various countries to examine MPPT efficiency and output.


Final Test
Before packaging every inverter will go through a final test for performance record and identification.


ISO QUALITY CERTIFICATES
We are continuously striving to improve the quality of our management systems that enables GoodWe to produce
safe and defect free products and to ensure that delivery and performance of the product will be of customers satisfaction
Certificate
Certificate
Certificate
QUALITY FOR SUCCESS

